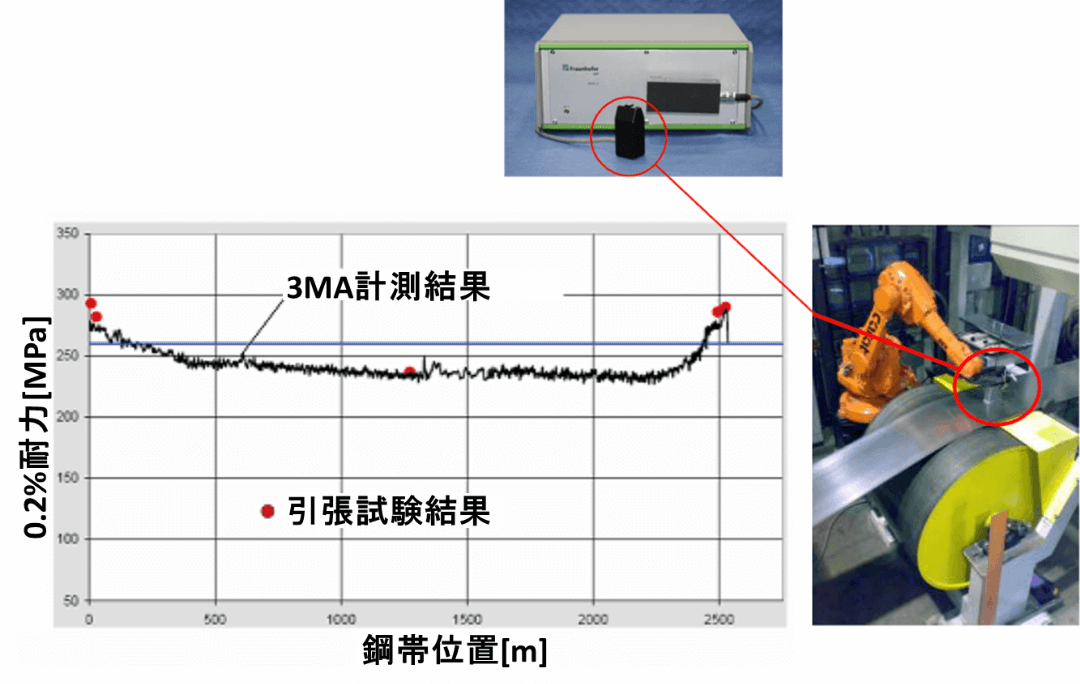
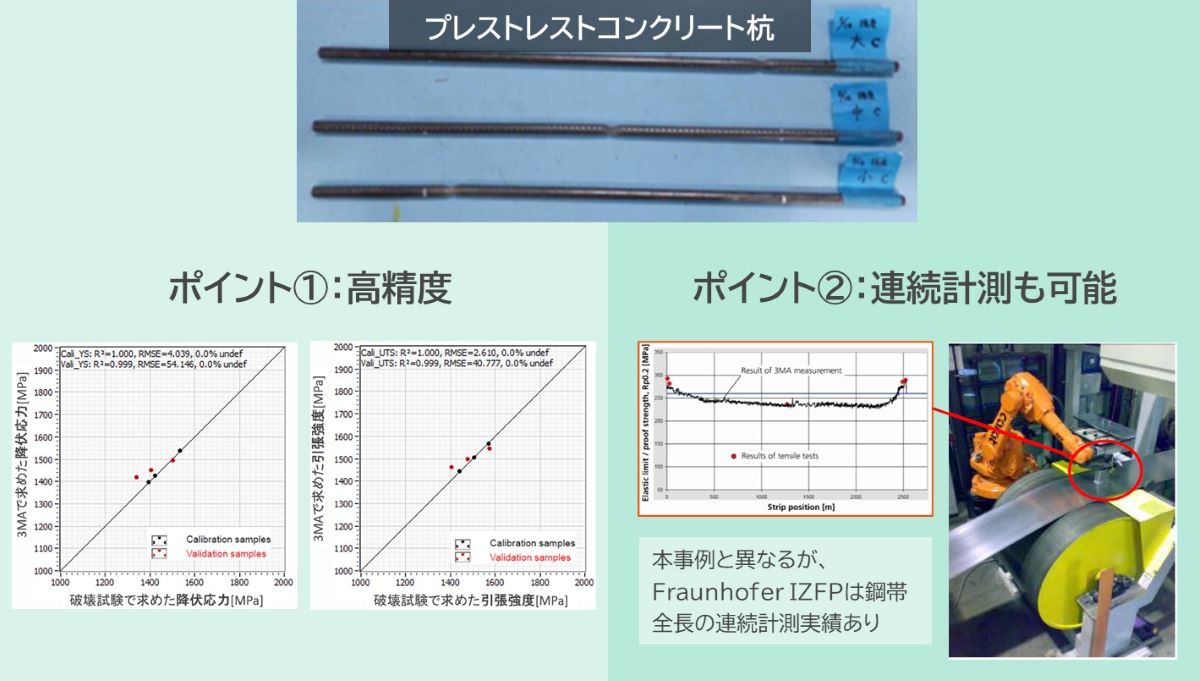
連続溶融亜鉛メッキおよび焼鈍ラインにおいて、300m/minの速度で運転される自動車ボデー向けの鋼帯に対し、品質保証項目である0.2%耐力、引張強さは、すべて部分的な抜き取り破壊試験で確認する必要がありました。
3MAの適用により、2.5kmに渡る長尺の鋼帯の0.2%耐力と引張強さを計測することに成功しました。
参考文献:Wolter, B.; Dobmann, G. Micromagnetic testing for rolled steel. In Proceedings of the 9th European Conference on Nondestructive Testing, ECNDT 2006, Berlin, Germany, 25-29 September 2006.